Rotary vane pumps, also called sliding vane pumps, are ideal for numerous applications, including chemical processing; fuel and light oil transfer; gasoline and petroleum transfer; LPG/propane transfer; lubrication; and handling of alcohol and solvents, high-temperature fluids, liquefied gases, aerosols and propellants; and paints, inks, and coatings. These pumps range in size from 1 in. to 10 in. and have flow rates that range from 5 gpm to more than 2,000 gpm.
As the name vane pump implies, the feature that differentiates this kind of pump from other pumping technologies is the pump’s vanes. Likewise in the realm of pump names, a pair of flexible diaphragms is unique to air-operated double-diaphragm (AODD) pumps and the presence of meshing gears defines the operation of gear pumps.
Although vane pump technology was invented more than a century ago, it remains as useful as ever because of its ability to produce a wide range of flow rates while remaining volumetrically consistent despite changes in pumping pressure, temperature, and product viscosity.
There are many operational and maintenance advantages to using rotary vane pumps instead of other positive displacement pumps. Those benefits include self-adjustment to minimize wear and maintain desired flow rates; self-priming to eliminate the need for expensive priming systems; extended dry-run capacity; easy replacement without having to remove the pump from the piping system; high suction lift in excess of 25 feet (7.6 meters); in-line stripping to empty tanks; and easy handling of solids through large displacement and slow internal velocities.
Additional benefits include the ability to handle fluids of all viscosities without the need for expensive heating systems; less energy consumption; minimal cavitation; and maximum noise levels of 15 dbA.
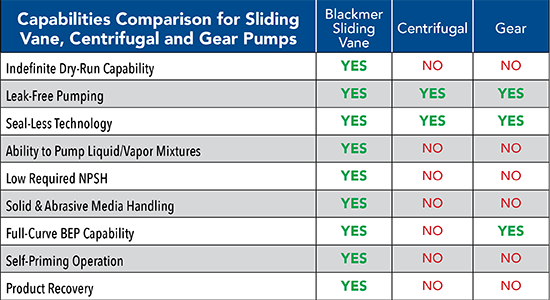
Although users have many pump options, including gear, centrifugal, piston, screw, diaphragm, and plunger pumps, sliding vane pumps offer significant operational and design advantages as this chart shows.
How Rotary Vane Pumps Work
Sliding vane pumps use a rotor with sliding vanes that draw the liquid in behind each vane through the inlet port and into the pumping chamber. As the rotor turns, the liquid is transferred between the vanes to the outlet where it is discharged as the pumping chamber is “squeezed down.” Each vane provides a positive mechanical push to the liquid it is handling.
Sliding vanes are located in the slots in the center of the pump’s rotor. Each vane is rectangular and features two center grooves, a leading edge, a training edge, and a wear plate. The wear plates protect the back side of the vane from having contact with a push rod, and it is important to note that not all vane pumps require the use of push rods.
Vane contact with the chamber wall occurs because of three forces: centrifugal force from the rotor’s rotation, push rods moving between opposite pairs of vanes, and liquid pressure entering through the vanes’ grooves and acting on the rears of the vanes.
Each revolution of the pump displaces a constant volume of fluid; pressure variances have a minimal effect on the pump’s speed. What’s more, vane pump technology reduces energy-wasting turbulence and slippage. It also allows the pump to maintain high volumetric efficiency.
Vane Materials
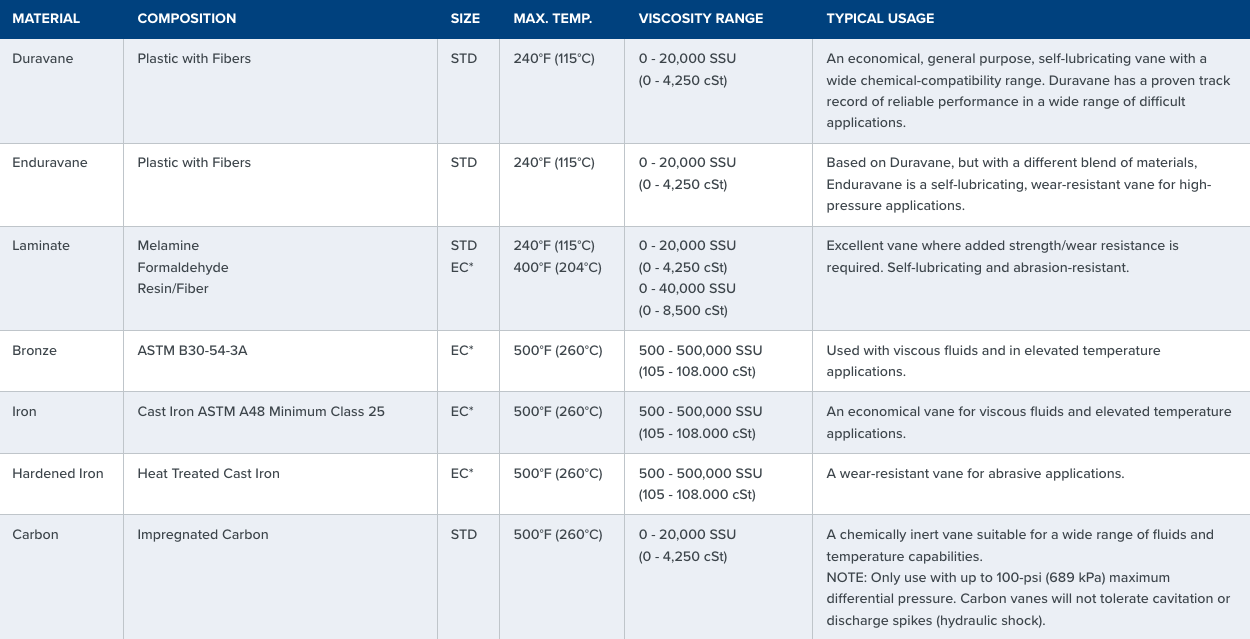
Vanes are available in a variety of materials from which one may choose based on the pump’s application. Those materials include Duravane Enduravane, laminate, bronze, iron, and carbon. Factors to consider when choosing the best vane for a rotary vane pump include chemical compatibility, viscosity, temperature range, fluid lubrication properties, strength of abrasives contained in the fluid, amount of suspended solids contained in the fluid, and cost of maintenance to ensure that vanes wear out first to prevent damage to the pump cylinder or liner.
This table is a helpful reference that lists the types of vane materials, composition of those materials, maximum temperatures those materials can withstand, viscosity ranges, and applications.
Testing 1, 2, 3, 4…
To make certain that a rotary vane pump meets the requirements for its particular application, it is important to perform four tests before the pump is put into service. Those tests are Dry Vacuum, Relief Valve Setting, Hydrostatic, and Flow Requirement.
Dry Vacuum Testing confirms that the pump will produce excellent vacuum to ensure proper suction lift, self-priming, line stripping, and product recovery. In contrast, a Relief Valve Setting Test adjusts the stud to achieve a reliable pressure setting for every pump, so valves are set to known and reliable settings. This procedure ensures the correct expected flow rate and prevents accidental pressure buildup from occurring.
Additionally, Hydrostatic Testing determines whether the pump is leak-tight and provides residual corrosion inhibitor in the pump’s internal components to limit rusting before the pump is installed while Flow Requirement Testing verifies that a pump meets specified flow requirements.
Sliding vane pump technology has made considerable advancements since Robert Blackmer invented it in 1899. What has remained constant, however, is the usefulness of sliding vane pumps to produce a wide range of flow rates at a constant volume despite changes in pumping pressure, temperature, product viscosity, and vane wear. To determine the best rotary vane pumps and settings for your specific application, contact us.